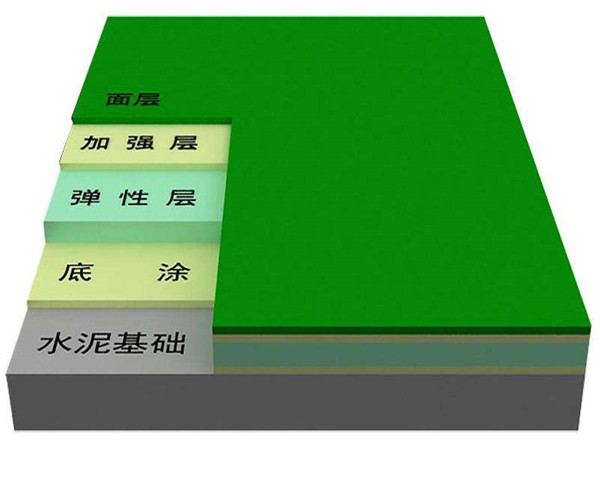
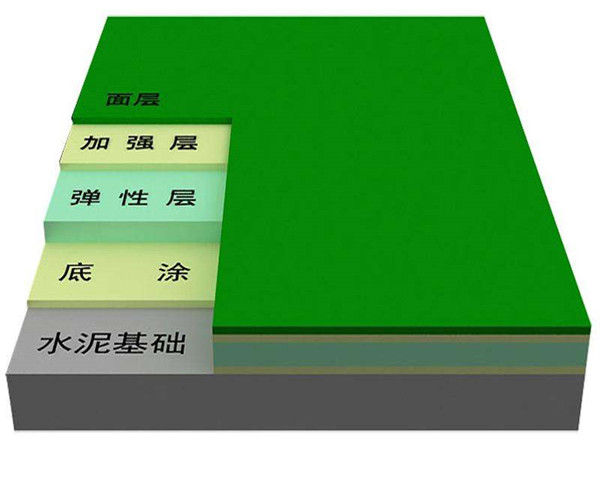
塑胶球场底涂是经过将定量的多元醇、三氯乙烯、三乙醇胺参加组成釜,在拌和下开启蒸汽阀将反响物料加温到80℃,然后将定量MDI分批参加组成釜进行反响。待MDI加完后,在80℃下继续反响3h,然后制成的,其粘度为2.4Pas。

1.反响温度
反响温度是重要的工艺参数。温度的高低直接影响产品的质量,从而影响塑胶制品的性能。在高温下组成,粘度明显添加,严重时,可达半固化状况。依据塑胶制品的要求及使用的实际情况,将底涂的粘度控制在2.3~2.6Pa?s范围内为宜。这一粘度的产品可使塑胶制品具有杰出的机械性能及弹性。生产实践标明,反响温度控制在80℃时,制得底涂的粘度为2.4Pas。
2.反响时间
反响时间对底涂的质量影响很大。跟着反响时间的延伸,粘度添加。适宜的反响时间才干获得最佳粘度。图2给出了反响时间与粘度的关系。实践标明,反响时间控制在3h为宜。时,可达半固化状况。依据塑胶制品的要求及使用的实际情况,将底涂的粘度控制在2.3~2.6Pas范围内为宜。这一粘度的产品可使塑胶制品具有杰出的机械性能及弹性。生产实践标明,反响温度控制在80℃时,制得底涂的粘度为2.4Pa?s。
3.反响质料配比
反响质料配比是关键的工艺条件。它不只关系到生产成本,更重要的是直接影响底涂的质量。第二号反响质料配比为最佳。即MDI∶多元醇∶三氯乙烯∶三乙醇胺=15∶30∶2∶3
4.拌和速度
拌和速度的控制在反响初期,反响系统粘度较小,跟着MDI的参加,粘度添加。若拌和速度太慢简单使反响物料分散得不均匀,会发作因反响不均匀而形成的局部粘度过大现象。若拌和速度过快,简单使反响液起沫、飞溅,釜壁易结膜,影响传热。实践标明,拌和速度控制在100~200r/min为宜。
郑重声明:本文版权归原作者所有,转载文章仅为传播更多信息之目的,如作者信息标记有误,请第一时间联系我们修改或删除,多谢。